
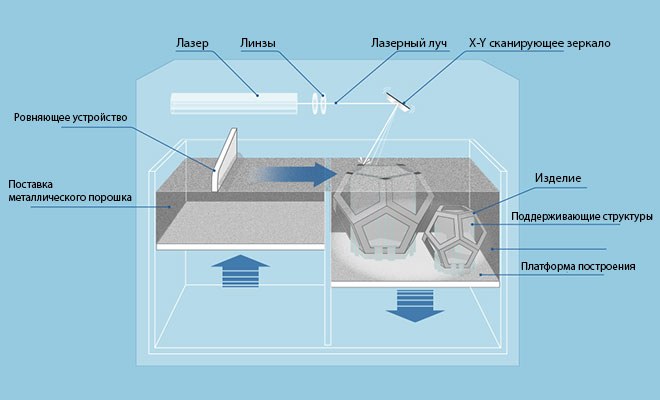
В специализированной программе (слайсере) формируется камера с 3D-моделями будущих деталей, расставляются поддержки со специальной структурой, настраиваются слои и формируются команды для управления элементами принтера, затем происходит откачка кислорода из камеры построения принтера и закачка инертных газов: азота, аргона.
Порошок подается в камеру построения принтера и разравнивается специальным ножом на толщину слоя материала (20-60мкм), лазерный луч плавит слои порошка в участках, совпадающих с сечением 3D-модели, после каждого плавления камера построения опускается на уровень ниже, затем снова подается и разравнивается порошок - создается следующий слой и процедура повторяется, пока не получится готовое изделие.
После окончания печати деталь очищается от остатков порошка, вынимается массивная плита с напечатанными изделиями, плита загружается в печь т.к. это требуется для отпуска напечатанных деталей, из-за того, что в них имеются внутренние напряжения, которые делают деталь более хрупкой, далее детали срезаются с плиты с помощью ленточной плиты, производится отделение поддерживающих элементов и в случае необходимости производится механическая обработка изделия (фрезеровка, шлифовка).
Преимущества и принципы работы:

Обратная связь ![]()